|
Vulcan Foundry Interior |
|
|
Vulcan Foundry Interior |
|
This
is a new page detailing the various parts of the foundry as they were pre-1960's
they are in no particular order at the moment and each image comes with a
simplified text until I get time to sort the page out properly. As you have
probably guessed I like my site to grow gradually online as material
becomes available and don't wait until I am 100% happy or have finished a page.
Latest photographs at bottom of page
 |
 |
|
The Forge Forging
gives steel great strength, in this photograph taken in 1954 we see |
The Forge If you thought that the hammer to the left was big then have a look at this one which was the largest in the foundry at 50 ton (100000lb). This one is again at work forging a connecting rod, the larger hammer was required to work the side faces of the rod which had a larger surface area requiring more greater force to work. |
|
|
|
|
Non Ferrous Foundry A lot of the
smaller bits and pieces required to build the Vulcans finished products were made in-house from Non-Ferrous metals (copper alloys) such as
Brass, Bronze & Gun Metal. Such items would include steam fittings,
nameplates, makers plates, whistles, bearings, handles and other bright
work. Amazingly we have dated this image to 1953 by reading the headline of
the newspaper in the wooden bench seen at the bottom right of the photo! |
The Wheel Shop
|
|
|
|
|
The Erecting Shop
This is the part of the foundry where all
the ingredients that made up each locomotive were assembled or erected.
Boilers mounted in frames would be dropped onto their axles and wheels
and all the other parts attached. In the photo you can see many such
parts strewn over the floor in the foreground. |
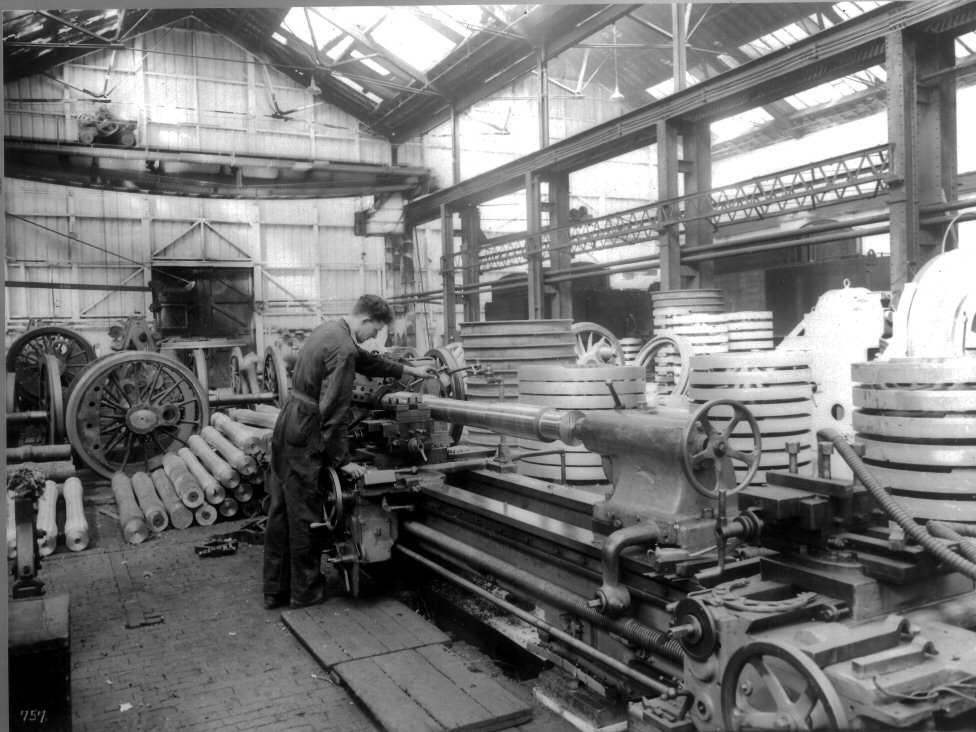
Machining Axle Assemblies
This photograph shows an axle assembly undergoing a final machining operation on a Richards No. 5 horizontal borer. The machine is obscuring the tooling but the chap seems to be aligning it on the centre of the axle, any ideas?
|
|
|
|
|
Sheet Metal Work
Ever wondered how the curvy bits were made
like the dome on top of the boiler that covered all the insulation and the
boiler itself. Well here we see two artisans working sheet metal by hand
with the aid of heat and a few hand tools. Even when most of the
locomotive was made with the aid of machinery some bits were still more
cost effectively made by hand. |
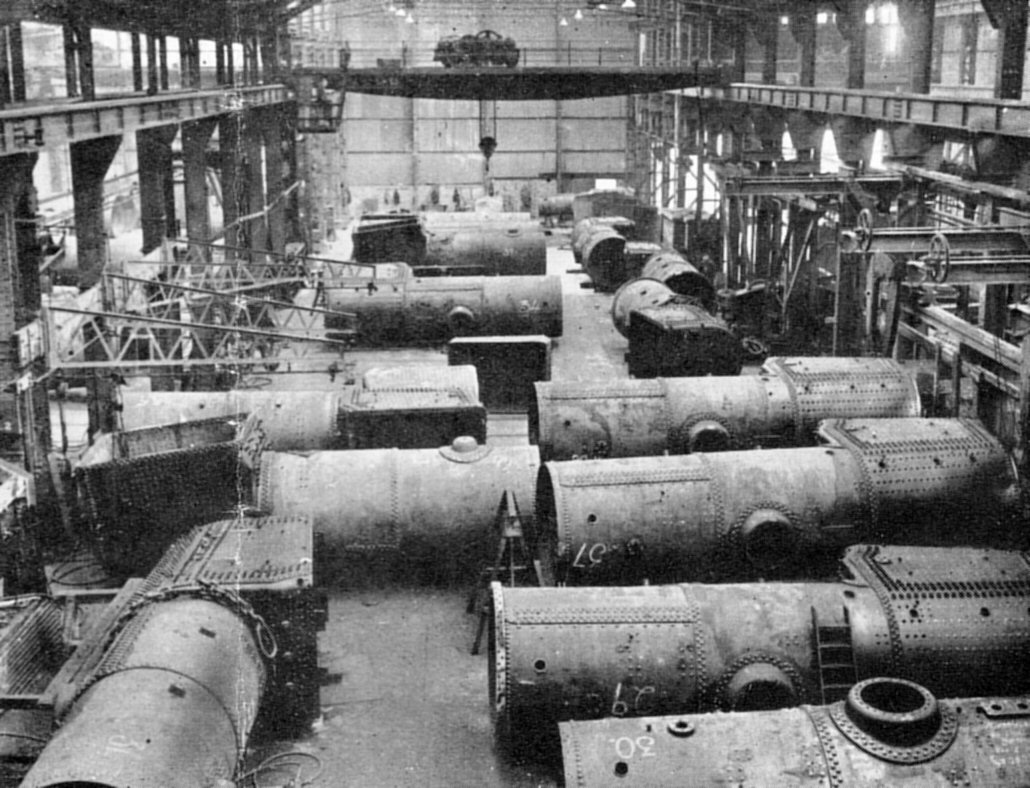
Boiler Shop
This photograph is a good view of the boiler
shop a distinct change from the more organised machine shops. Boilers
being the largest and most awkward locomotive components would be
constructed in a large open area with a high capacity overhead crane
available. As the boilers were constructed they would be rolled from one
side to the other or upended to enable all the hot rivetting to be
completed. |
|
|
|
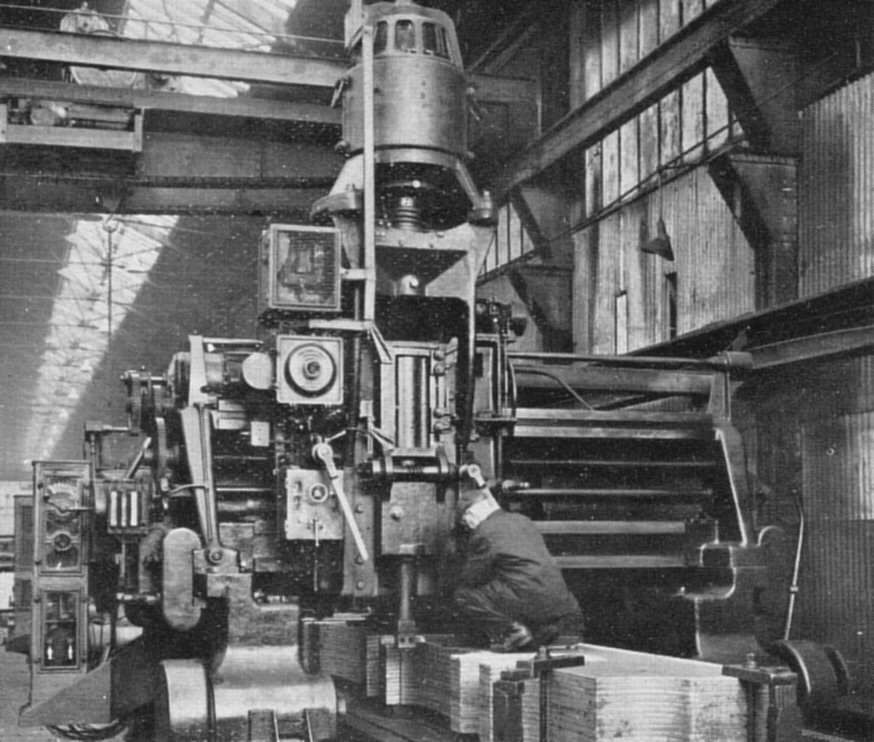
Holroyd Three Headed Slotting Machine
Built by the foundry in 1912, rough flame cut
frames would be finish machined in one go to eliminate the risk of stress
cracking from the flame cutting. The machine was completely rebuilt in
1946 and had a bed length of 90' (over 27m). This photo shows it in its
rebuilt state machining a stack of 16 frames with the other heads hidden
behind the first. |
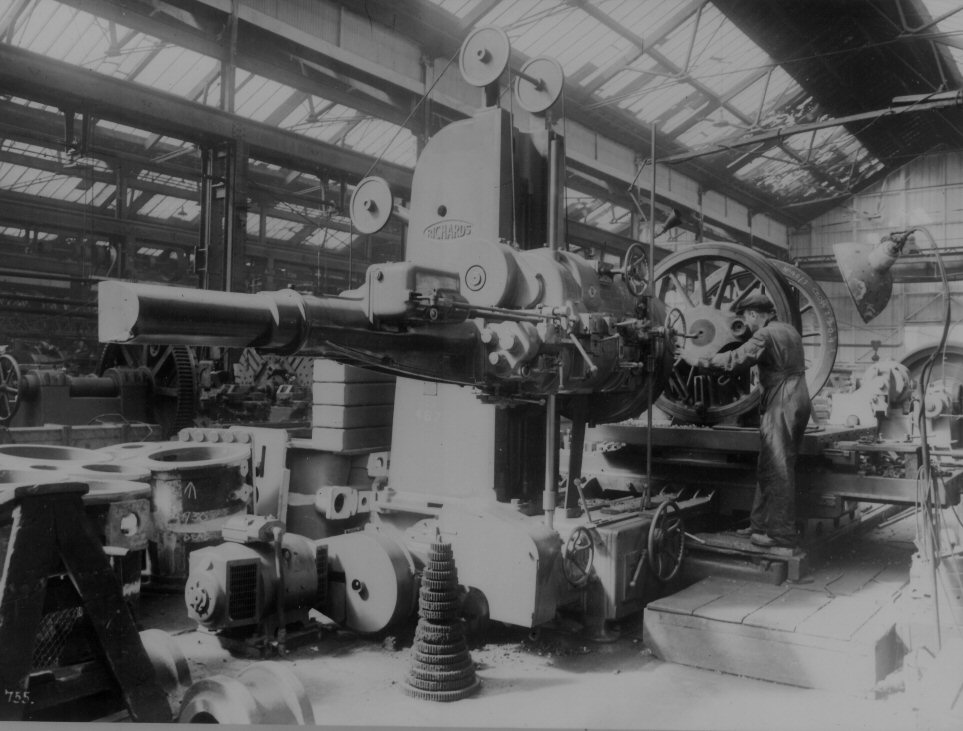
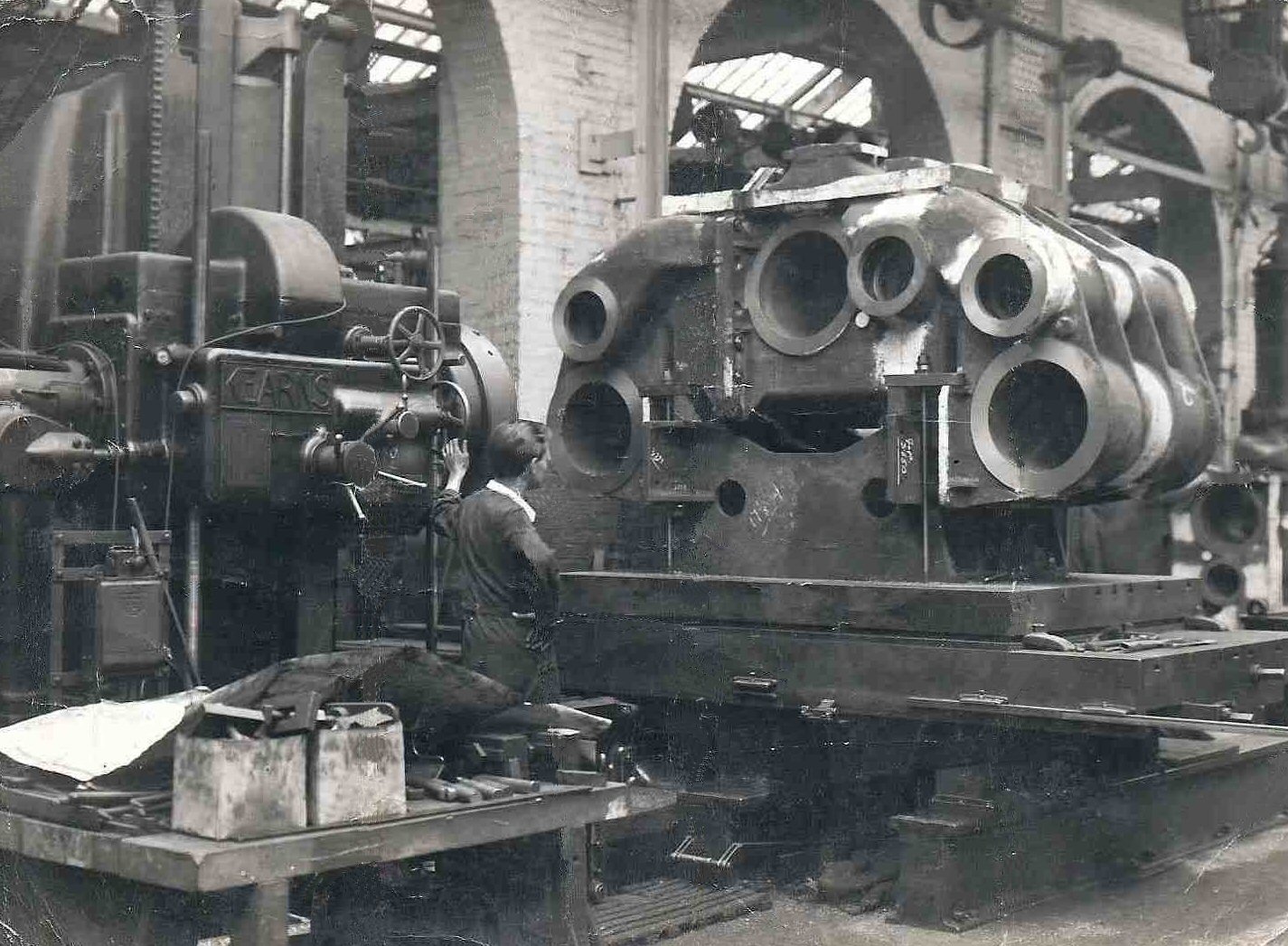
KEARNS Horizontal Borer Ken Johnson using a Kearns No. 5 Borer to bore out steam cylinders in the late 1940's or early 1950's. |
|

|
|
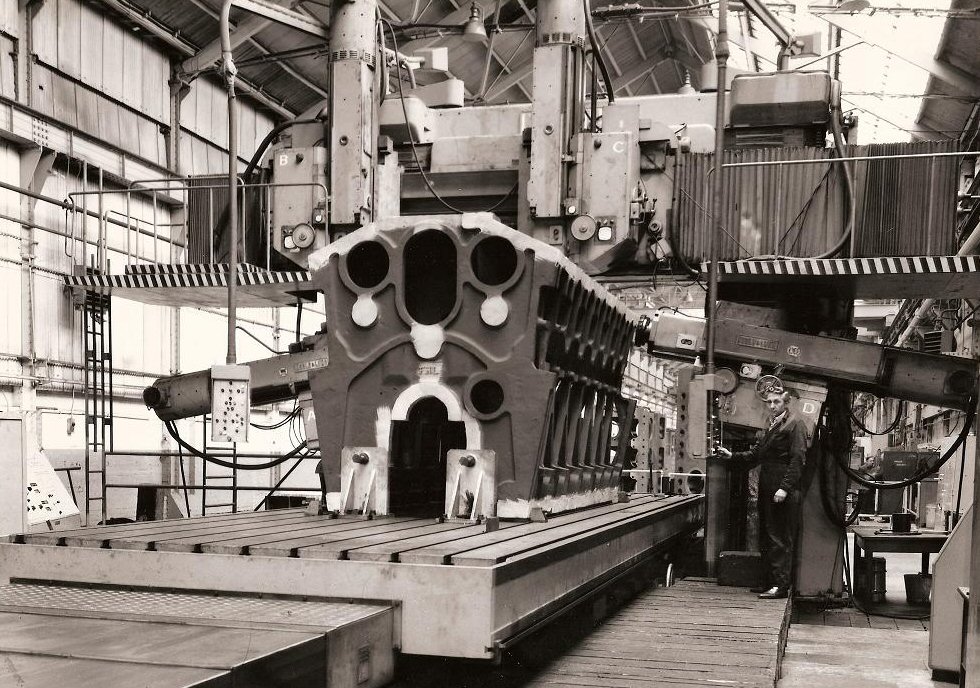
Noble & Lund Plano-Miller
Les Jarrett machining a crankcase for a A.T 12 cylinder 'V' form Diesel in Bay 3 or 4?.
|
Waldrich Siegen Plano-Miller
Les Jarrett again with the Waldrich Siegen installed in Bay 4 (approx 1980) it replaced the old Noble & Lund Plano-miller
|
|
|
|
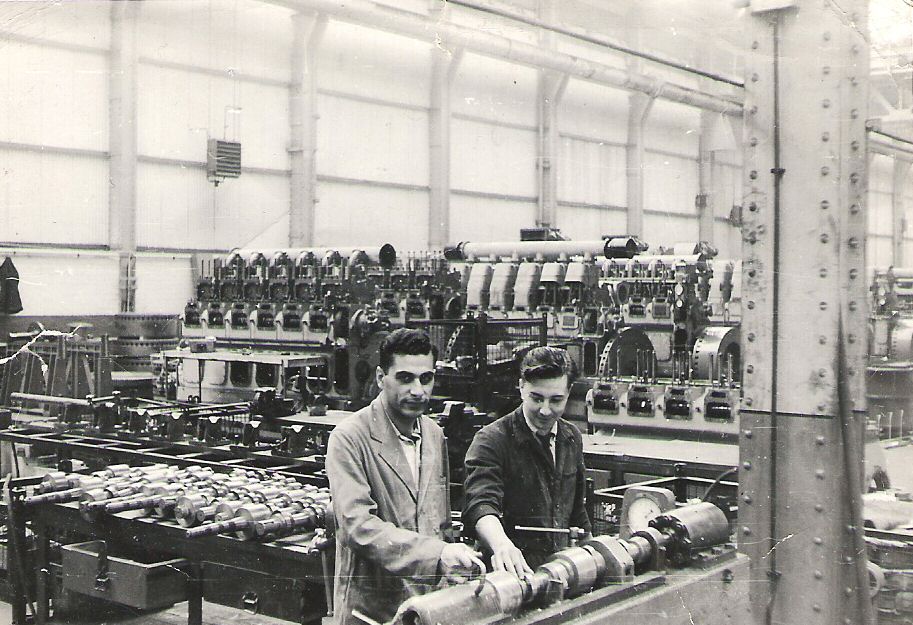
Camshaft Timing Roy Whittaker has sent in this photo taken in 1958 that shows Roy with a student from Jordan. Roy is assembling an English Electric 8SRK camshaft for Argentina Railways. At this time in 1958 only the 4, 6, 8 cyl engines were assembled at Vulcan (you can see examples in the photo) the 8, 12, 16 V engines were still being made and tested at English Electric Preston works and delivered to Vulcan Works for fitting into the locomotives.
|
Jackman Turnover Machine in the Iron Foundry
Jackman Turnover Machine installed in the iron foundry in the early 1950's.
|
|
|
|
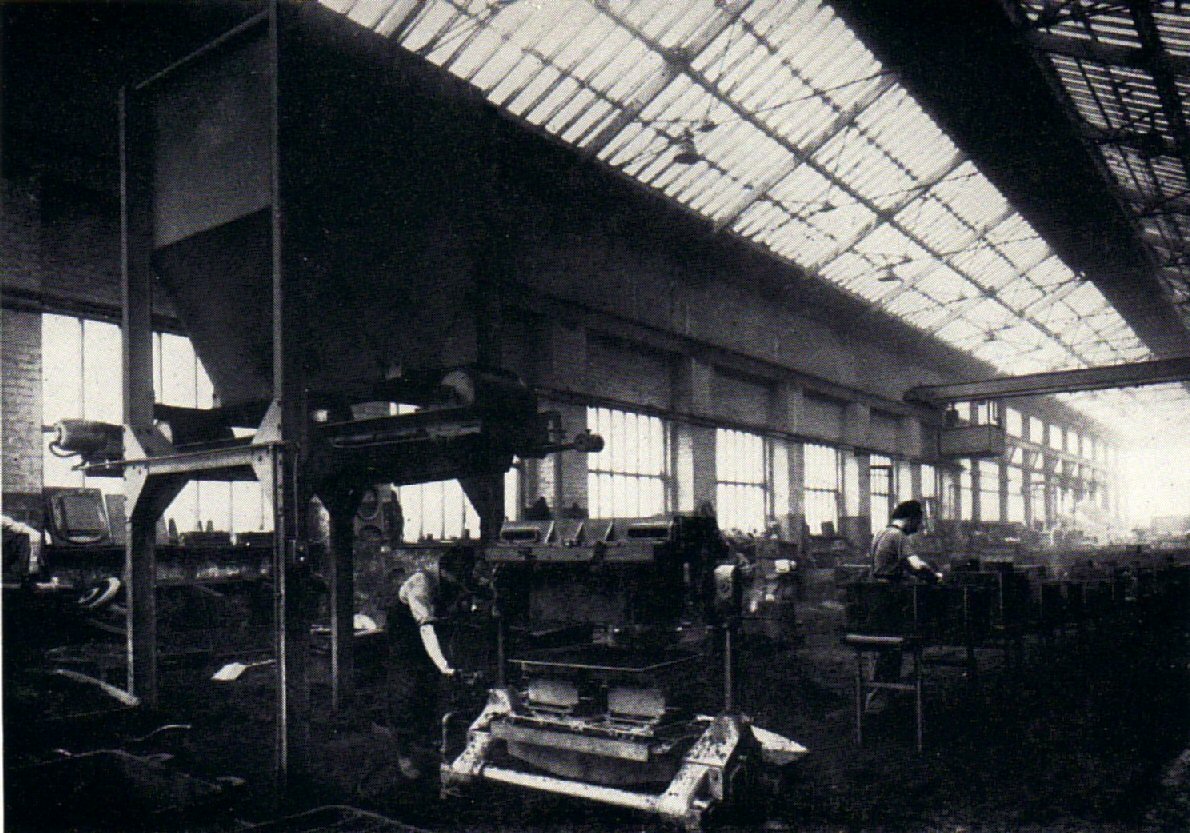
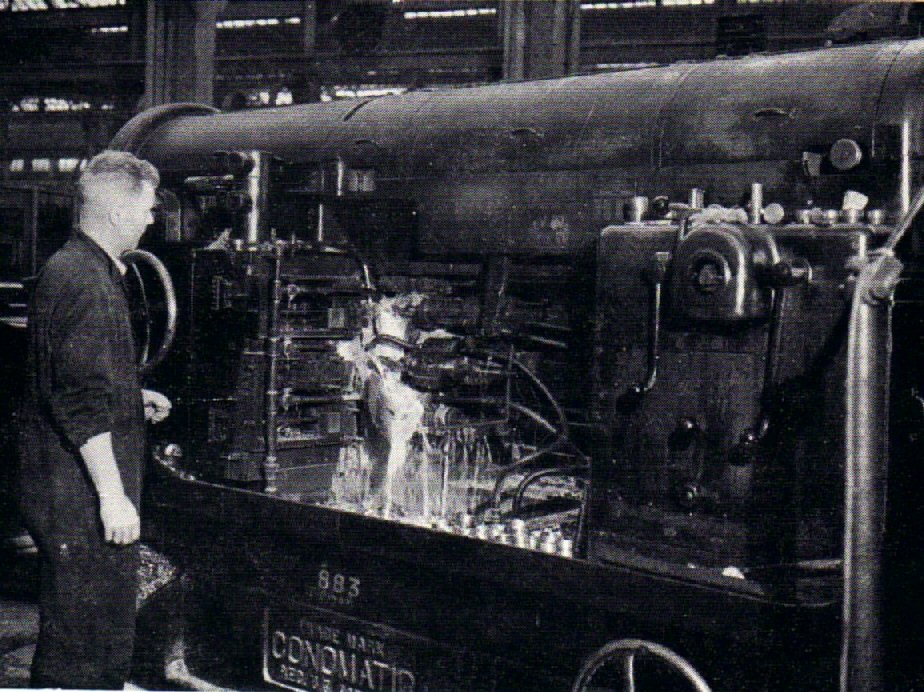
Conomatic 6-Spindle Automatic Lathe
6-Spindle Conomatic Lathe for the continuous production of flexible firebox stays, one of 2 machines specifically dedicated to their production after WW2. |
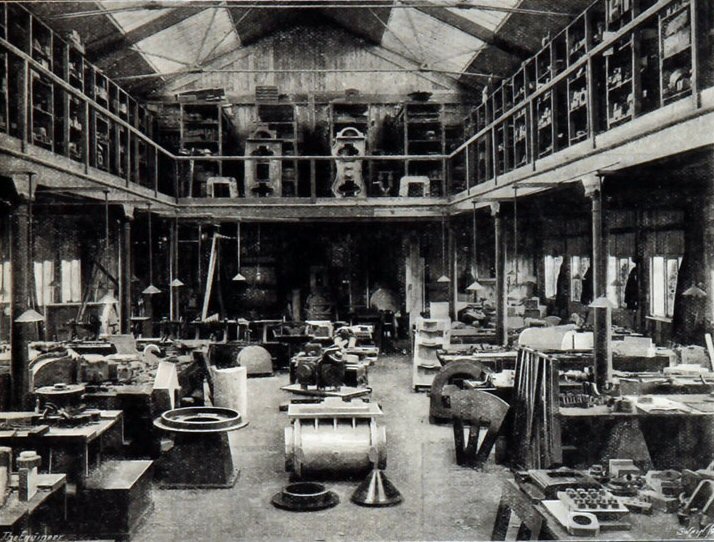
Pattern Shop 1902 Patterns
(made of wood) were used in the production of castings in the ferrous and
non-ferrous shops and were used to produce imprints of the required items
in the two halves of the sand filled casting boxes. |
![]()